پوششدهی با پودر
 کاوه فروزش
کاوه فروزش
نوعی فرایند پوشش دهی است، که در ان پودر پلیمری با روشی به سطح جسم پاشیده میشود. سپس جسم از کوره عبور میکند تا در اثر حرارت، ذرات پودری ذوب شوند و روی سطح جسم یک پوشش سخت، بادوام و غیرقابل انحلال به وجود بیاورند
بنابراین آنچه که در این فرایند قابل توجه است ایجاد پودر و ترکیب آن، آمادهسازی سطح پیش از پوششدهی، روشش پاشش پودر بر روی سطح جسم برای ایجاد ضخامت لازم و پخت میباشد. تفاوت عمدهای که پوششدهی با پودر با رنگهای مایع مرسوم دارد، آن است که در این فرایند نیازی به حلال برای نگه داشتن چسب و ماده پر کن در محلول سوسپانسیون وجود ندارد.
این پوشش بسیار سختتر و بادوامتر از رنگهای معمولی است. پودرهایی که استفاده میشوند میتوانند ترموست یا ترموپلاستیک باشند و پوشش دهی عموماً با باردار کردن ذرات یعنی روش الکترواستاتیکی صورت میگیرد. این نوع پوشش دهی بیشتر برای سطوح فلزی مورد استفاده قرار میگیرد مانند لوازم خانگی، قطعات خودرو و دوچرخه و غیره. البته فناوریهای نو برای ایجاد پوشش پودری بر روی سطوح دیگر مانند MDF، شرایط را فراهم کردهاند.

پوششدهی با پودر
ویژگیها و مزایای این فرآیند
- پوشش با پودر عاری از هرگونه حلال و مواد خطرناک آتشگیر و مسمومکننده است و مقداربسیار ناچیزی از ترکیبات عالی فرار (VOC) راوارد اتمسفر میکند؛ بنابراین بادوام و بیخطر میباشد.
- با این روش میتوان یک لایه ضخیم و بسیار یکنواخت روی سطح ایجاد کرد، بدون آنکه شکم بدهد. در صورتی که این امر در رنگ مایع امکانپذیر نیست.
- در این روش تفاوت ظاهری بین قطعاتی که به صورت افقی پوششدهی شدهاند و قطعاتی که به صورت عمودی پوشش دهی شدهاند وجود ندارد.
- بیشتر از ۹۵٪ پودرهای پاشیده شده اضافی بهطور مطلوب بازیافت میشوند در حالی که برای رنگهای بر پایه حلال این مقدار کمتر از ۱۵٪ میباشد.
- رسوب یا تهنشینی ندارد.
آماده سازی سطح قبل از پوشش دهی
قبل از عملیات پوشش دهی سطح باید کاملاً آماده و تمیز باشد. یعنی هرگونه زنگ، پوسته اکسید شده، روغن گریس و سایر آلودگی هابایند از بین بروند که در غیر این صورت چسبندگی بین فلز و پوشش ضعیف میشود. معمولاً بعد از تمیز کاری سطح با استفاده از دانههای شن زاویه دار ساچمه زنی میشود.
همچنین استفاده از یک آستر قبل از پوششها چسبندگی پوشش به زیر لایه را بهبود میدهد و معمولاً برای کاربردهای الکترواستاتیک نایلون توصیه میشود.
همچنین در طراحی قطعاتی که قرار است پوشش دهی پودر شوند باید نکاتی رعایت گردد که از آنها میتوان به مواد زیر اشاره کرد:
- سطوحی که قرار است پوشش دهی شود باید برای فرایند پوشش دهی و آمادهسازی سطح قابل دسترس باشند.
- در مقاطع تو خالی باید منفذهایی تعبیه شوندتا سیال مورد نیاز برای تمیز سازی، از طریق این منافذ بتوانند وارد شوند، جاسازی این منافذ برای تخلیه کامل سیال مهم است. همچنین برای پخت پوشش پلاستیکی این منافذ ضروریاند.
- بهتر است از گوشههای تیز اجتناب شود چرا که پوشش در این محلها نازکتر و ضعیف تر است.
فرایند پوششدهی با بستر الکتروستاتیکی
در این فرایند ذرات بار منفی و قطعات بار مثبت پیدا میکنند. در بعضی مواقع قطبیت ممکن است معکوس شود. بیش از۱۰۰۰۰۰ ولت پتانسیل برای باردار کردن ذرات به کار میرود جاذبه الکتروستاتیک باعث میشود تا ذرات همه سطوح هادی بستر پایه را بپوشاند. در نهایت فرایند پخت در کوره صورت میگیرد. فویلهای نازک، غربالها، لولهها، قطعات ماشینهای ظرفشویی، یخچالها، ماشینهای لباسشوئی، اتومبیلها و همچنین زیردریاییها و ماشینهای کشاورزی بهطور الکتروستاتیکی پوشش داده میشوند.
مزایا
پوششدهی با پودر
- پوششهای نازک به آسانی صورت میگیرد.
- پوشش یکنواخت است.
- پیش گرمی قطعه لازم نیست.
- پرداخت سطح خوب است
- فرایند به راحتی خودکار میشود.
معایب
- برای ایجاد پوششهای ضخیم، لازم است قطعه پیش گرم شود.
- تنها پلاستیکها و رزینهای یونی قابل استفادهاند.
- بستر به آمادهسازی نیاز دارد.
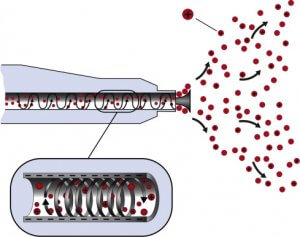
فرایند پوششدهی تفنگ پودر الکتروستاتیکی
در این فرایند پودر پلاستیکی خشک دارای بار الکتریکی منفی، از طریق تفنگ پاششی بر روی قطعه که از نظر الکتریکی به زمین متصل شدهاست، پاشیده میشود. بعد قطعه در کوره قرار میگیرد تاپوشش پخت شود. پخت بایستی قبل از اینکه ذرات پودر بار الکتریکی خود را از دست بدهندواز قطعه جدا شوند، اتفاق بیفتد حصارها و نردهها، تانکهای شیمیایی وکانالهای آبکاری، از محصولاتی اند که با این فرایند پوشش دهی میشوند. همچنین این فرایند میتواند جایگزین مناسبی برای فرایند پوشش دهی مایع برای رنگ قطعات خودرو باشند.
مزایا

الکترواستاتیک پودری
- پوششهای نازک به آسانی صورت میگیرد.
- پوشش یکنواخت است.
- پیش گرمی قطعه لازم نیست.
- پرداخت سطح خوب است
- فرایند به راحتی خودکار میشود.
- هزینه آن نسبت به روش قبل کمتر است.
- برای قطعات با هندسه پیچیده مناسب است.
- برای قطعات با تولید کم مناسب است.
معایب
- به نیروی انسانی متخصص نیاز است.
- کنترل ضخامت دشوار است.
- برای ایجاد پوششهای ضخیم، لازم است قطعه پیش گرم شود.
- تنها پلاستیکها و رزینهای یونی قابل استفادهاند.
- بستر به آمادهسازی نیاز دارد.